![]() 免费服务热线:400-1501660
免费服务热线:400-1501660
![]() 24小时服务热线:13763247345
24小时服务热线:13763247345
![]() 免费服务热线:400-1501660
免费服务热线:400-1501660
![]() 24小时服务热线:13763247345
24小时服务热线:13763247345


东莞市锐鑫机电有限公司
联系人:刘君燕/13539086677
24小时服务热线:13763247345
座机:400-1501660
邮箱:2851069231@qq.com
网址:www.rx-zt.com
地址:东莞市虎门镇捷东南路9号
B栋401
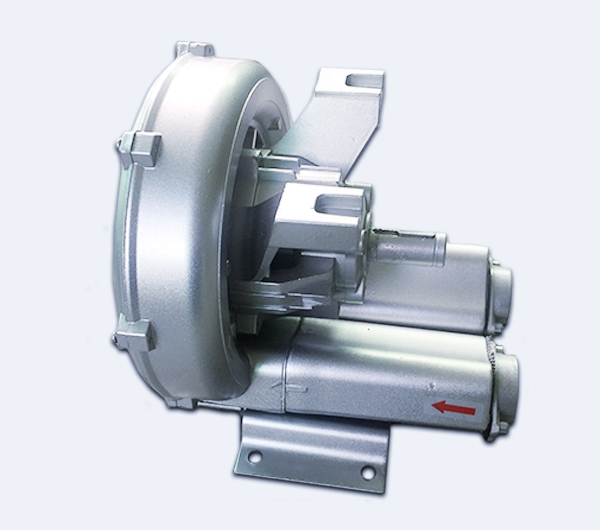
高压风机叶轮磨损是较为常见的问题,以下是一些常见的修复方法:
补焊修复法
磨损情况判断:首先要对叶轮的磨损情况进行详细检查,确定磨损的部位、程度以及范围。一般来说,当叶轮的局部磨损深度在叶轮厚度的 1/3 以内,且磨损面积相对较小时,补焊修复是一种可行的方法。
焊接材料选择:根据叶轮的材质选择合适的焊接材料。例如,对于普通碳钢叶轮,可选用与叶轮材质相近的碳钢焊条;对于不锈钢叶轮,则需使用不锈钢焊条,以保证焊接后的性能与叶轮本体一致。
补焊操作:在补焊前,需要对叶轮进行预热,以减少焊接应力。焊接时,要采用分层焊接的方式,控制好焊接电流和速度,避免出现过热、气孔等缺陷。焊接完成后,对焊接部位进行打磨处理,使其表面光滑,与叶轮的其他部分平整过渡,以保证叶轮的动平衡。

喷涂修复法
表面处理:在进行喷涂修复之前,需要对叶轮的磨损表面进行预处理。通常采用喷砂的方法,将叶轮表面的油污、锈迹等杂质去除,同时增加表面的粗糙度,以便于喷涂材料更好地附着。
喷涂材料选择:根据叶轮的使用环境和磨损情况,选择合适的喷涂材料。常见的喷涂材料有金属涂层(如镍基合金、钴基合金等)和陶瓷涂层。金属涂层具有较好的耐磨性和耐腐蚀性,而陶瓷涂层则具有更高的硬度和耐高温性能。
喷涂操作:采用专业的喷涂设备,将喷涂材料均匀地喷涂在叶轮的磨损表面。喷涂过程中,要控制好喷涂的距离、角度和速度,以保证涂层的厚度均匀一致。喷涂完成后,根据需要对涂层进行进一步的处理,如研磨、抛光等,以提高叶轮的表面质量和精度。
更换叶轮法
整体更换:当叶轮的磨损程度较为严重,如磨损深度超过叶轮厚度的 1/2,或者叶轮出现大面积的磨损、变形、裂纹等情况,补焊或喷涂修复可能无法满足使用要求,此时需要考虑更换整个叶轮。
选择合适的叶轮:在更换叶轮时,要选择与原叶轮型号、规格完全相同的产品,以确保其与风机的其他部件匹配。同时,要注意叶轮的质量,选择质量可靠、性能稳定的产品。
安装调试:更换叶轮后,要进行严格的安装调试,包括叶轮的定位、固定,以及风机的整体调试,确保风机的各项性能指标达到设计要求。
在修复高压风机叶轮时,需要根据叶轮的具体磨损情况、使用环境以及修复成本等因素综合考虑,选择合适的修复方法。修复后,还需要对叶轮进行动平衡测试和试运行,以确保风机的安全稳定运行。






 淘宝旺旺
淘宝旺旺